X-CAP®, LE PROCESSUS DE RECUIT CONTRÔLÉ PAR RAYONS X
Optimisez votre ligne !
La toute dernière génération d’aciers avancés à haute résistance (AHSS) implique des traitements thermiques sophistiqués, notamment une austénitisation et un refroidissement ultra-rapide de la bande à l’intérieur du four.
Drever International propose la technologie X-CAP® (X-ray Controlled Annealing Process), qui permet de mesurer le taux d’austénite de l’acier à l’intérieur du four. X-CAP® constitue une solution innovante pour améliorer la conduite des procédés complexes de fabrication des aciers AHSS.
pourquoi utiliser X-CAP®?
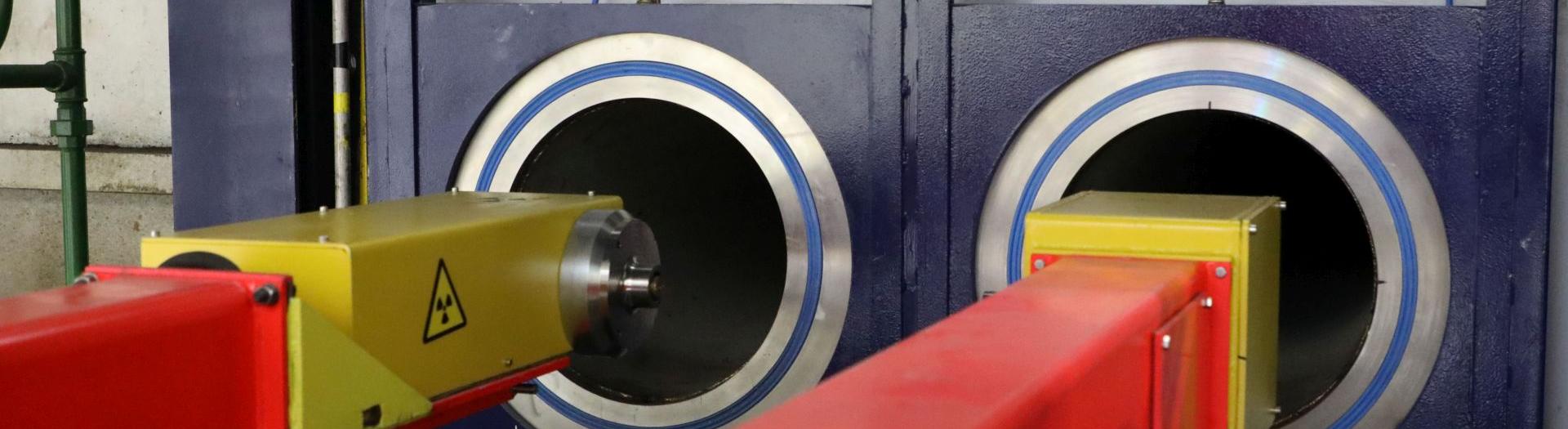
La technologie X-CAP® mesure le taux d’austénite de l’acier dans le four, au moyen d’un capteur fabriqué par IMS Messsystem.

La production de nuances d’acier modernes AHSS (Advanced High Strength Steel) sollicite fortement la partie thermique des lignes de recuit et de galvanisation par immersion à chaud. L’industrie automobile notamment requiert une grande homogénéité des caractéristiques, sur toute la longueur de la bande mais aussi entre bobines. Pour ce faire, il faut pouvoir obtenir des informations en temps réel sur la structure de l'acier, pour contrôler le procédé et compenser d'éventuels écarts dans les étapes amont.
Des échantillons de contrôle qualité sont prélevés sur les bobines en fin de ligne. Des mesures qualité en ligne peuvent être mises en œuvre sur une ligne de traitement thermique, mais dans un environnement favorable, loin en aval du poste de recuit. À ce stade le matériau a acquis ses propriétés mécaniques finales et il n’est plus possible de piloter le procédé par une boucle de rétroaction. C’est pourquoi SMS group, Drever International et IMS Messsystem ont mis au point un système de mesure révolutionnaire comportant un modèle de commande, le système X-CAP (X-ray Controlled Annealing Process). Le système X-CAP analyse la structure de l’acier en temps réel, pendant le recuit même, à l’intérieur du four. Il est ainsi possible de modifier les propriétés mécaniques au moment précis où elles sont finalisées.
Les nuances AHSS achevées comportent deux phases combinées ou plus pour obtenir les caractéristiques souhaitées. Pendant le traitement thermique, la fraction d’austénite avant refroidissement rapide détermine la quantité de phases dures secondaires qui se formeront lors des étapes de refroidissement ultérieures. Pour les aciers AHSS, la fraction de phases secondaires est le principal facteur qui agit sur la résistance du produit final.
Grâce à X-CAP, vous bénéficiez d’un système permettant de quantifier en temps réel le taux d’austénite pendant l’étape de recuit. Ce nouveau système de mesure en ligne s'appuie sur la diffraction X pour définir la fraction de phase cristalline, et donc le taux d’austénite, avant la section de refroidissement rapide du four. La mesure en continu du taux d’austénite dans le four permet de corriger immédiatement les variations de procédé et de matériau, pour éviter les écarts de qualité du produit fini.
Le dispositif X-CAP est monté à l’intérieur d’un boîtier de protection spécialement conçu pour être installé dans n’importe quel four. Le premier système a été installé avec succès en 2017 dans le four de l’un de nos partenaires en Belgique. La comparaison des résultats de mesure avec la résistance du produit fini a permis de valider le dispositif de pilotage X-CAP et d’améliorer considérablement la qualité du produit. X-CAP évite de déclasser des bobines en maintenant les caractéristiques du matériau dans la plage requise. Le pilotage X-CAP est conçu pour gérer les transitions entre nuances d’acier que même des opérateurs expérimentés ne sauraient assurer.
Les fabricants de bobines d’acier laminé à froid recuit et galvanisé sont confrontés à des difficultés avec les aciers AHSS actuels. Avec X- CAP, ils bénéficient d’une solution innovante pour améliorer la conduite des procédés complexes de fabrication des aciers AHSS.