Ligne de planage et de revêtement pour les aciers au silicium
Une ligne de planage et de revêtement (FCL, flattening and coating line) sert à appliquer et sécher un vernis isolant sur la bande, puis elle assure le réchauffage de la bande pour libérer les tensions internes et effectuer un étirage à chaud.
L’objectif principal de ce type de ligne est de fournir en sortie un produit apte à être utilisé pour fabriquer des transformateurs de petite taille.
Les fours Drever International chauffent la bande dans une atmosphère contrôlée, afin de garder la surface propre après l’opération de revêtement. Ils assurent également un contrôle parfait du chauffage et des vitesses de refroidissement requises par le traitement thermique des nuances d’acier les plus élaborées.
Après le recuit à haute température, la bande d'acier passe sur la ligne de planage et de revêtement. La bande d’acier est tout d’abord revêtue d’un vernis isolant, puis séchée dans un four caténaire. La bande est ensuite réchauffée dans un four à tubes radiants jusqu’à une température dans la plage de 850 °C à 900 °C pour libérer les tensions internes. Enfin, la bande est refroidie, lentement puis rapidement. Le four à tubes radiants ainsi que les sections de maintien à chaud et de refroidissement sont remplis d’une atmosphère de HNx non oxydante, composée d’un mélange d’hydrogène et d’azote. Une section de refroidissement à l’air refroidit la bande en vue des traitements aval.
Notre modèle mathématique et notre système de commande dédié commandent la température des différentes zones du four pour obtenir en bout de ligne la microstructure et les propriétés souhaitées.
Configuration
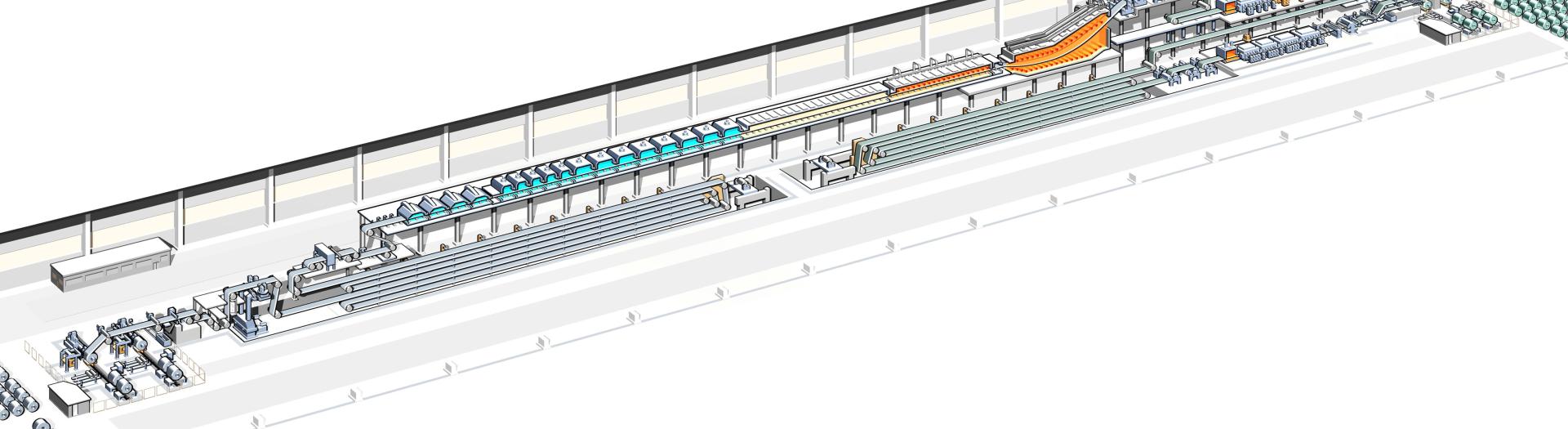
La configuration habituelle des lignes de planage et de revêtement est la configuration horizontale. Elle comprend :
- Un four carténaire
- Un four de recuit continu et une section de refroidissement
chauffage
Drever International s’appuie sur une combinaison de trois technologies pour atteindre la température de recuit souhaitée :
- Flamme directe dans le four caténaire (DFF)
- Four à tubes radiants (RTF)
- Éléments chauffants électriques
refroidissement
Après le recuit et le maintien à chaud, la bande doit être refroidie jusqu’à sa température de sortie. Un premier refroidissement lent est suivi d’un refroidissement plus rapide par jets de
HNx :
- Section à tubes de refroidissement
- Refroidissement rapide au moyen de plénums soufflant du HNx froid
- Refroidissement à l’air
Drever International livre
- Le four de recuit et la section de refroidissement
- Le système de commande et un modèle mathématique du four
Notre société mère, SMS group, et ses sociétés partenaires fournissent le reste de l’équipement de la ligne.
Plus d'information sur l'offre de SMS group